Dave Rayner's Café / Tracker project
|
This
page is dedicated to the garage dweller,
the X650 enthusiast who has that special
project hidden away from prying eyes
waiting for the day when he, or she, can
take it for it's first ride. So if
anyone out there just can't wait for
people to see their pride and joy, and
you want to share that secret project
you've been working on for years with
those who will be interested. Then this
is the place!
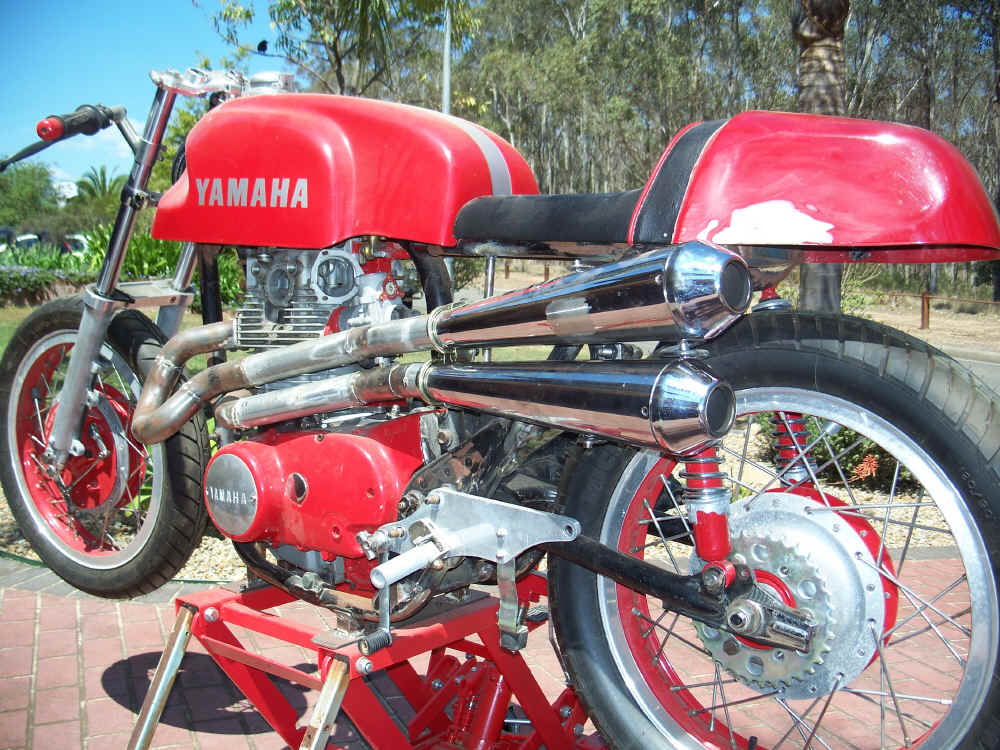
The story of my café racer can be read in K & D Rayner’s Café Racer elsewhere on our web site. It finishes at the point where I’ve just began reconditioning a few parts after several years of living under a cover (the bike, not me). This was several years ago and not much has happened since. The story picks up here in January 2009 when I made the decision that it could not sit and rot any longer, and to have it finished and back on the road by the end of this year. Since my dad had the frame powder coated and I hate the stuff (partly because it’s a pain to remove), I decided to start with a spare frame I had, paint it, and transfer most of the gear from the old frame over to the new. Not sure what colour the frame will be yet.
Above
– The old bike as it’s
been for around 9 years. Below
– New frame, ready to begin.
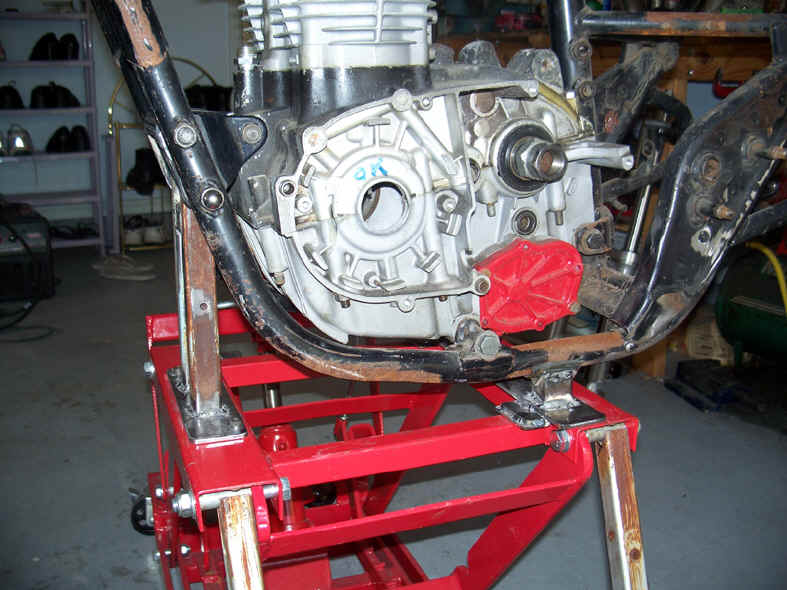
Before I turned the first spanner, I decided that after almost 30 years of working on bikes that were on the floor, with me squatting or on my knees, I’d make this build easier and bought a seat on castors and a bike lift. In short, I’ve done my bit for queen and country and deserve some luxury. I bough a cradle lift to save space in the garage when it’s not in use, and because it makes it easier to remove wheels and such if the bike’s not resting on it’s wheels as it would be on a platform lift. However, the 650’s cradle is short and quite rounded and therefore won’t sit on the rails of the lift. Something with a long, flat cradle like a H-D would sit perfectly. Notice in the first pic she’s tied down like a small aircraft in a hurricane and even then, if I bumped it she’d fall into the gap between the rails. So, I had to fabricate brackets to fit the 650’s frame and bolt them to the lift. A bit of extra work, but now she sits there as solid as a rock and doesn’t even need to be tied down.
Above
– It took a couple of days
to design, make, and fit
these. Below
– Bike sits here with no
tie-downs.
First up, I want to make an exhaust system like a Jemco. See pic below. Yes, I know it’s printed backwards but a Jemco runs on the right side and I want mine on the left. I printed the pic backwards and have it on my garage wall so I can refer to it when I need to.
First thing’s first, I need something to hold the pipes onto the head. I’m using 1 ¾” (or 44mm) pipe, so I could bore out the original flanges but I decided to make new ones out of steel plate.
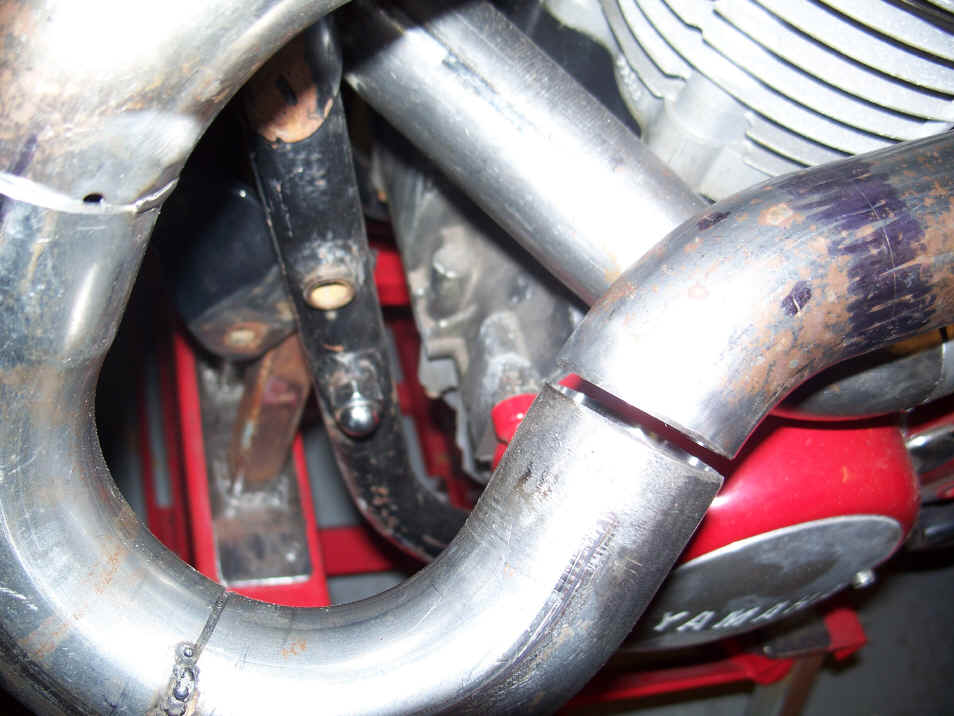
I don’t have a mandrel bending machine so I bought a bunch of bends, and a meter or so of straight pipe from the local muffler shop. As an example, a 180 degree bend in mild steel costs $22. I like the look of stainless pipes but I don’t know how to weld the stuff. In fact, as you can tell by the brackets I made for the lift, I can barely weld mild steel but I get by.
A few more bends and a bit of fiddling and the headers are done. Well almost - I made a slight miscalculation resulting in a gap that must be filled so I'll take 1" out of the side towards the head and put 1 1/4" in.
DEC 2010 - FEB 2011.
Here, the pipes are finished. Well, the fabrication at least. They still need to be coated and I'm thinking of going with HPC or similar in black - gloss if it exists, otherwise flat. The mufflers will be stripped of their chrome and done to match the headers. The system also has Mike Morse's anti reversion cones at the head and peak torque optimisers back near the mufflers.
Not much has happened since these shots were taken as I pulled the head off and sent it away to get the Weekes porting job. It came back just recently and is back on the bike so I can now continue to make and fit other things that are dependant on the head being there. About all I did while the head was away was smooth out the welds on the pipes. I was going to leave them as they were laid as that looks OK on a race bike (or it's street cousin) but when it's all said and done, I'd prefer it if the pipes looked as if they were made in one piece. Oh, I also had Megacycle do me a cam and it's now gone to Nick McGinn to have the sprocket made adjustable.
Whilst I work 2 weeks on and 1 week off, I'm collecting parts for when that changes to 2 on and 2 off which will free up an extra 56 days per year and when that happens (hopefully soon) I'll should be able to do some real work on the bike as it's been stagnating for over a year now. When the bike was
built by my dad, he put a steel front
guard on it. Much as I like chrome, I
prefer paint on body parts. I could have
had the steel one stripped and painted
but when I put the wide front end on my
other bike, I put its old front end on
this one, mudguard included.
Out came the angle grinder again and then off to the belt sander. As well as cleaning up the edges, I had to sand along the join because when you take a section out of a curved surface and then close up the resulting gap, it leaves a peak which has to be made round again. I mounted the guard up and stood back to admire my handiwork. It’s pretty short but I wanted it to be obvious that it’d been shortened. No point taking half and inch off in my book.
September 2011
I began working 2 weeks on and 2 off a short while ago and have resumed work on the bike. However, before I could even start, I had to clean out and re organise my garden shed (where all my parts are kept) and my garage (where the work is done).
Due to lack of time over the last year or 2, I'd gotten into the bad habit of not cleaning up after each little job and going onto the next one, working in the mess and clutter of the last one and the one before, and the one before that.............
The pic above wasn't taken on a particular day when there was a lot of mess just for effect. Sure, it was taken recently but my bench had been like this for more than a year. You can't work in filth like this. It'd been so long since I'd stored most of the parts, I'd forgotten what I had and where half of it was so last time I was home, I gathered up all my parts which were stored in unmarked boxes in various locations and laid them out on the garage floor. I then labelled boxes "cafe parts", "chopper parts", "spare parts", etc., put all the parts into the correct boxes, cataloguing each part as I went, and put those boxes into the newly cleaned out garden shed. Then I cleaned the garage out, got rid of all the crap on the bench, and bought a sheet metal top for it. Now at long last, I can start work and with the foregoing done, I anticipate going through it like a runaway freight train. I've never had one and hope I never do, but God I love that expression.
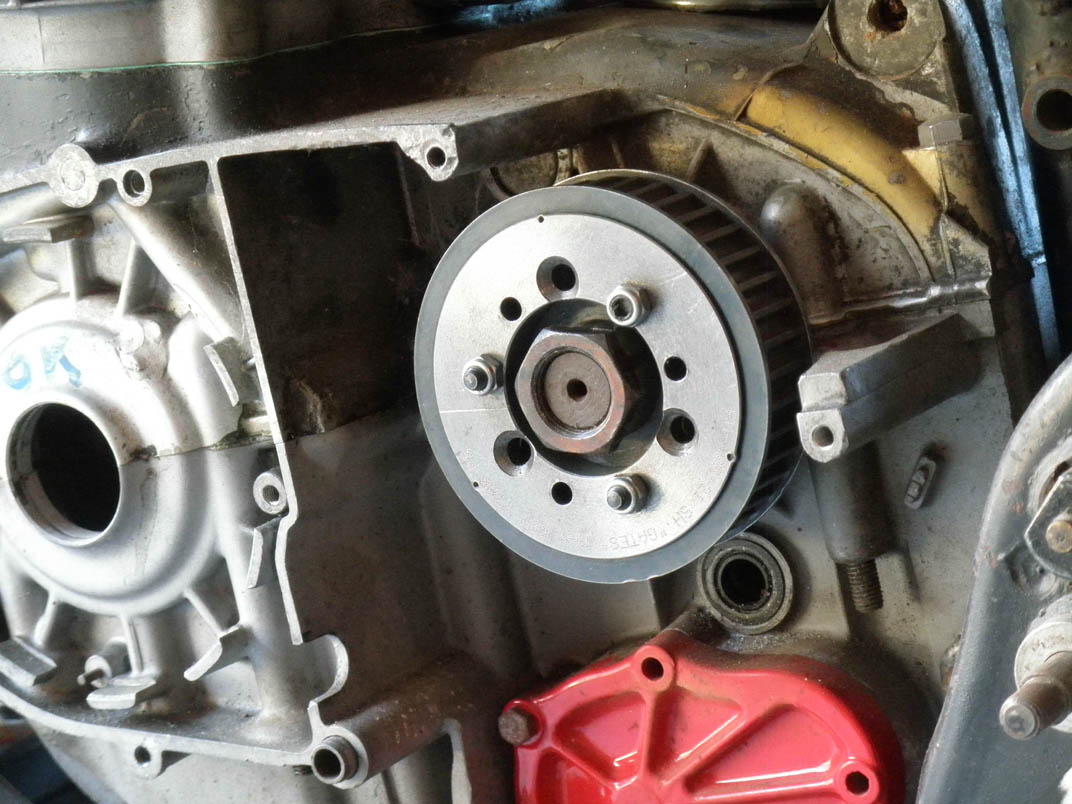
This bike will have a belt drive and I'd bought the trans pulley ages ago. They come solid with just a tapered and woodruff-keyed hole in the middle for use on industrial machinery so I had Lance machine a sprocket smooth and machine out the pulley to match, to a depth that would have the belt running the correct distance from the centre line of the bike, thus clearing the tyre and frame.
As with my last bike, I'm going to bolt these two parts together. However, Lance only put 3 holes into the sprocket and I wasn't sure if 3 X 6mm bolts would be enough to transfer the load. My other bike has 6 and that certainly is enough so I wanted 6 on this one. I knew the sprocket would be hard but wondered how hard. I put the 2 parts together, clocking the sprocket so the holes in it were between the holes in the pulley. I then put that in the drill press and made 3 marks. Well, that's all a HSS drill will do on the sprocket, just make a mark. I bought a cobalt drill and that was no better. Man, this steel is so hard it'd be way off the Rockwell scale. I probably should've bought a tungsten carbide drill. In the end, I heated the areas to be drilled and let them cool gradually, making them soft. I made sure not to get too close to the splines as they must remain hard so they don't get flogged out. Anyway, the drill went through quite easily, the 2 parts are bolted together (only 3 bolts for now), and are on the bike.
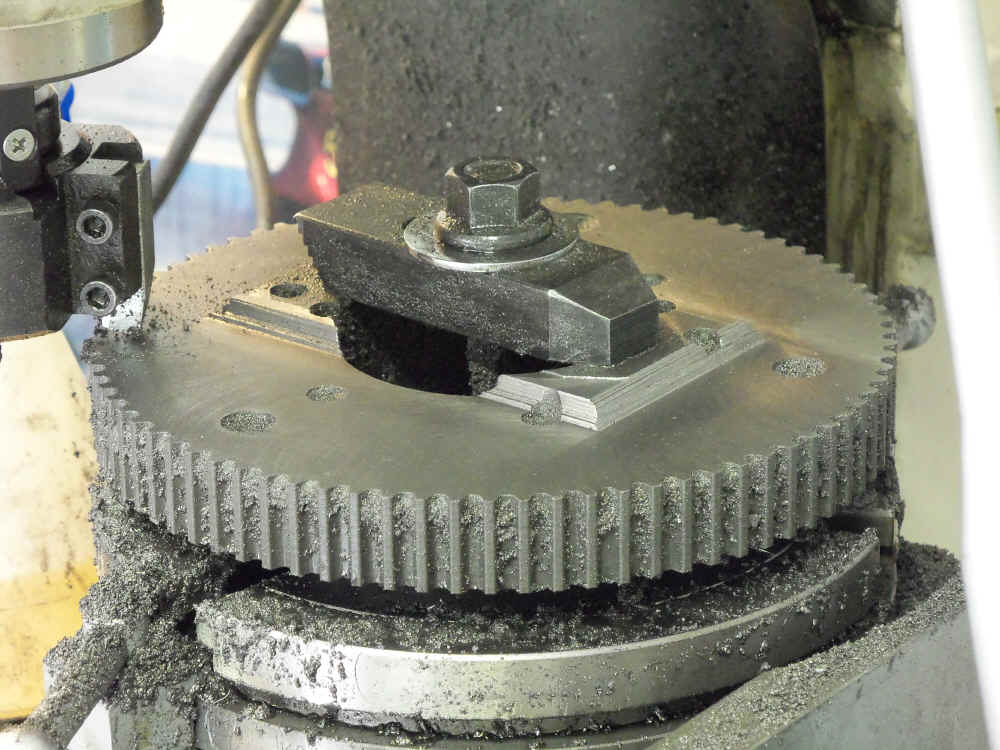
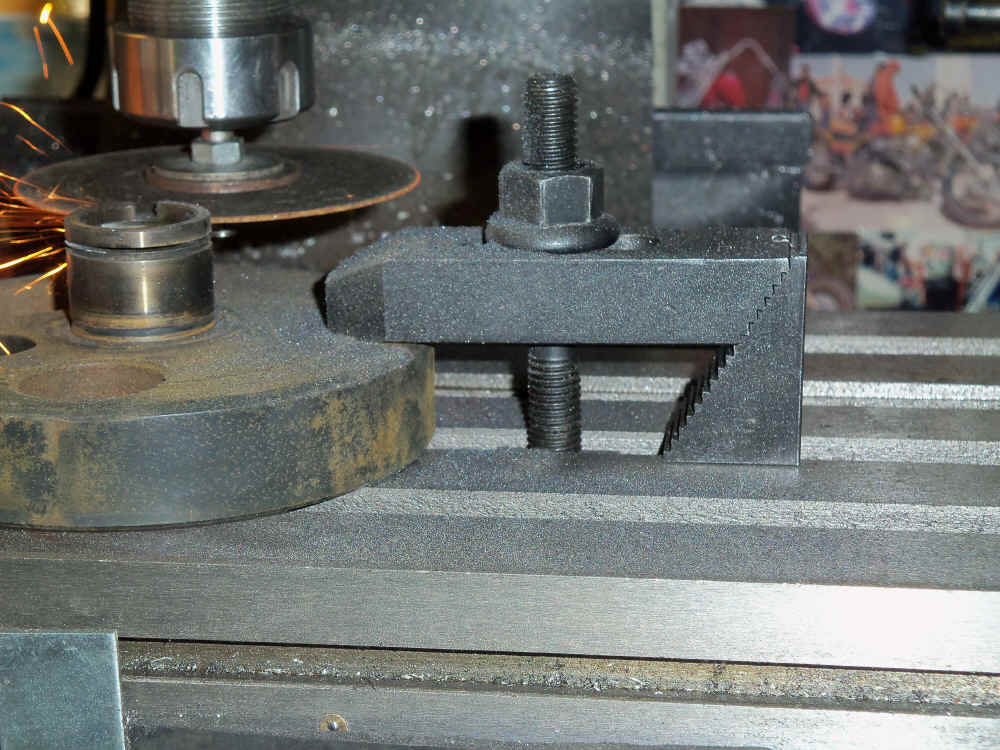
The pulley clears the clutch mechanism but even so, I'll have some metal taken out of the outer face just to save weight - it's cast iron you know. Dec 2012. I ordered a pulley for the rear wheel a couple of weeks ago and started work on it the other day. As delivered, it’s a solid lump of cast iron meant for industrial machinery and weighs around 3/4 of a ton.
My rotary table is the same size as the pulley so I can’t hold it down from outside of the teeth which is why it’s held through the hole in the middle. Soon enough though, I’ll have to work there but while it’s still as is, I machined a dish 11mm deep into the flat area as far towards centre as I could and with a nice radius on the outer circumference. I then put bolts through the 6 outermost holes and began machining the centre out to the required depth, as far out as to meet what I’d just done. The hole in the middle is for a tapered shaft and the small end is a little smaller than the boss on the bike’s wheel so I began boring it to the size I needed. Unfortunately, there are 2 threaded half-holes that go through the centre hole which must be used to key it to the shaft of whatever machine it was meant for and boring it out to the required size leaves a fraction of them still there. Not much one can do about that. With the outside face done done, I flipped her over to do the inside face. It’s just a repeat of the other side but one concern I had was that now that the underside was dished and thus elevated off the table’s surface but with the outer circumference sitting on the table, if it was held by a centre bolt and tightened down hard, it may crack. Maybe not right now, but as more metal is removed it gets weaker and weaker and by the time the slots are done, there won’t be much there at all and what is there is designed to take a rotational load, not a side load. This chunk of iron cost me $400 and many hours of my time and if it did break, it’d happen towards the end and there’d be no warning. CRACK – a $400 paper weight. I thought of several ways of holding it but none allowed an easy change from inner to outer. I eventually came up with using the centre bolt but with 2 lengths of steel to spread the load to 4 locations, each raised off the table by pieces of steel (T-nuts, actually). With the entire pulley raised, no part of it was under any pressure and I machined away happily for several more hours. Here is the inside face dished and like the outside, with a radius on the outer circumference.
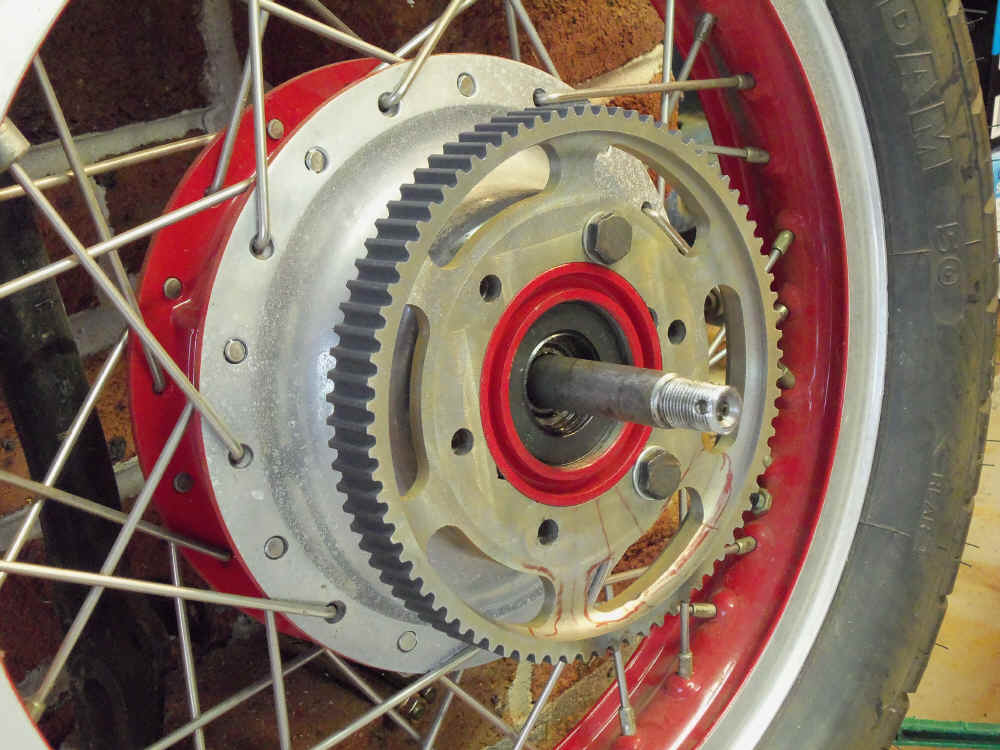
All I have to do now is cut the slots. Wanting to remove as much metal as I could in a single cut, I used my largest bit and cut 6 slots. As I said, I’m relatively new to milling, having not done any since high school, and this is the most ambitious job I’ve tackled so far. Needless to say, I was afraid of making a mistake that would ruin the job and right at the last, I very nearly did. I decided I’d take out 2/3 of the metal with the slots and calculated that to be 240 degrees, leaving in the other 120. Divided by six, that meant each slot would cover 40 degrees with the metal between them 20. I’d already discovered that slotting drills don’t like to be driven head-on into metal like a conical-ended twist drill does so to make it easier, I cut small slots first – call them pilot slots. I machined the first slot the required 40 degrees, withdrew, and rotated the table another 20 degrees to start the next slot. I realized at that point there didn’t appear to be the correct distance between the slot I’d just cut and the one I was about to and that when I came back with a much larger bit, there’d be almost no metal between the slots, but how could that be? I checked my maths and it was correct. What hadn’t occurred to me was that the 40 degrees was from one end of a slot to the other, leaving 20 degrees between slots but what I’d just done was to machine a slot that was 40 degrees between where the centre of the bit started and stopped. I’d not thought to subtract the diameter of the bit from the length of the slot. Since I was using a small bit, maybe the slot was still not too long and after some more calculating, I found it was indeed OK – just. With new numbers of 35 degree slots and 25 degrees between them a perfect set of 6 slots was produced. If that first one had proved to be too long, I would’ve gone with 5 of a different size but I really wanted 6 simply because there are 6 bolts and anything but 6 would look odd. In the end though, the slots couldn’t be placed symmetrically over the bolt holes because the pulley (as made) has a couple of other holes in it that are at odd locations and to eliminate them while placing the bolt holes clear of those 2 half-holes through the centre dictates that they must be placed not exactly where I’d have liked.Anyway, that aside, here is the finished product fresh off the mill. But does it fit the wheel?
Looks like it does.
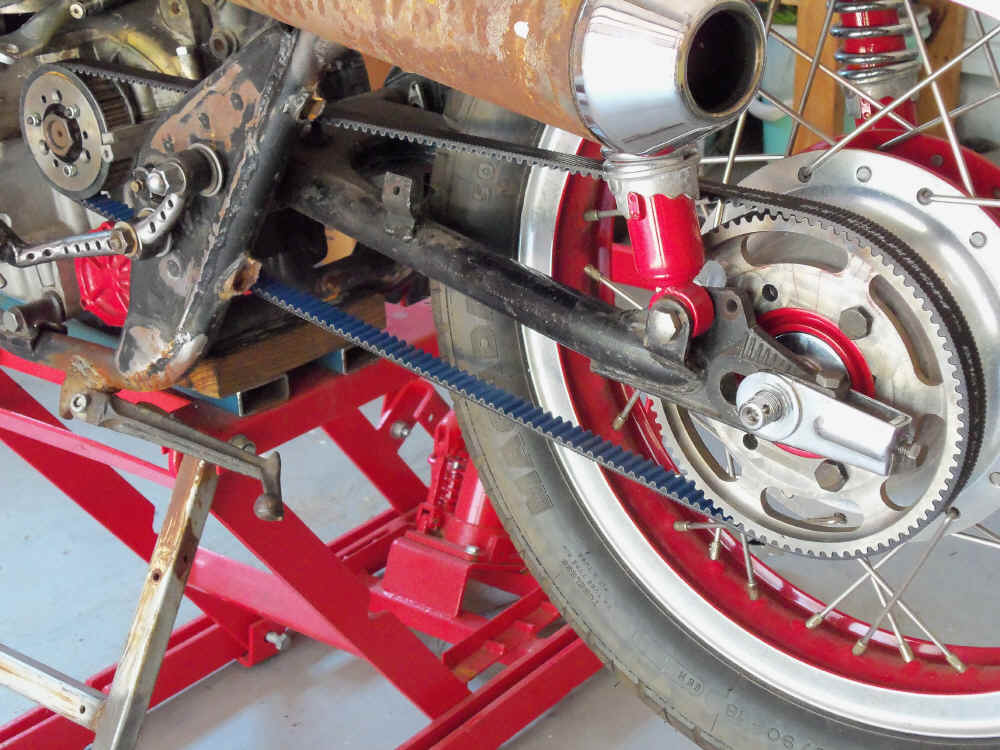
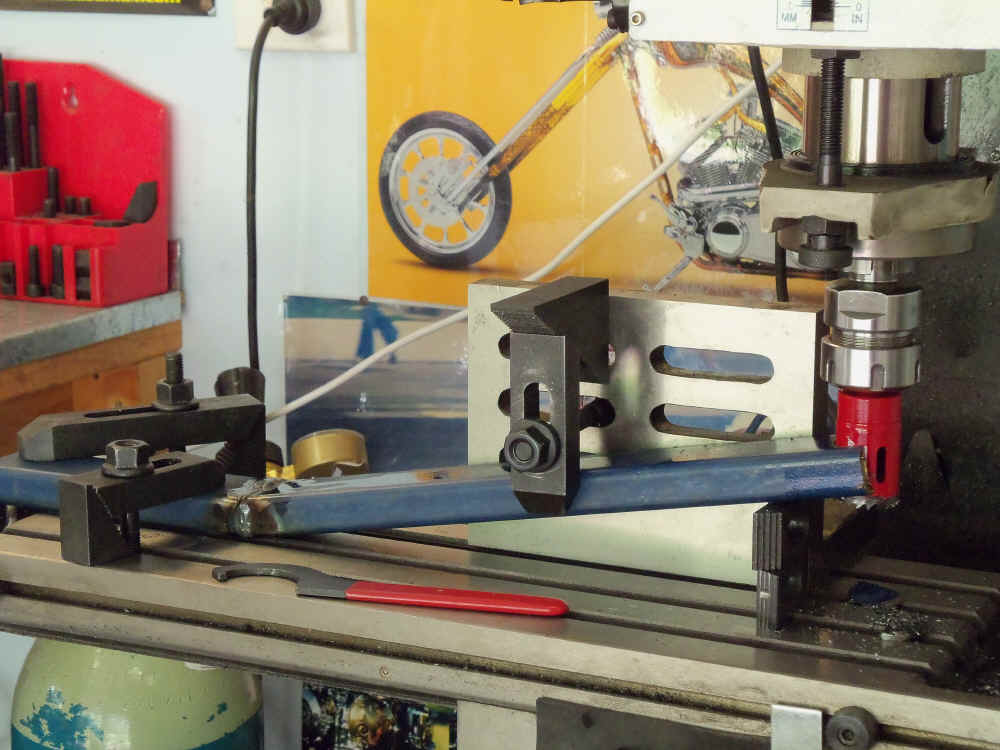
I intend making a rectangular section swing arm but in order to do that, I need to know the distance between pulleys and the easiest way to accomplish that is to fit the wheel and belt, tension the belt, and take a measurement which will give me the length of the new swing arm. I have a pretty good idea of what it’ll be and have a belt of a certain length for that but just to be sure before I go making a new swing arm, I’m going to modify a stock swing arm to accommodate the pulley. Here is the swing arm which will donate its pivot tube to science but before harvesting that, I’m about to take a section out so the pulley will clear. Actually, the section I’ve marked out is way too long and too wide but that doesn’t matter as this part will go for scrap but if you wanted to run the stock swing arm with a belt, you need only take out half of this.
Wheel restoration It
may be just a wheel but it has
aluminium, steel, chrome, moving parts
(bearings), etc. Unlike say, a motor, it’s
also quite simple and an easy one to
start us off so let’s begin by
assessing what we have.
It
has a steel rim which is undamaged but
the chrome is badly rusted.
The spokes and nipples are
rusted.
The hub originally had clear
paint on it like all the aluminium parts
did, but 40 years has seen most of that
disintegrate, leaving the metal badly
corroded.
The braking surface is rusted.
It's
a fair bet the bearings are worn. All
in all, it looks a total mess but is
easily saved, if you know how. Re-chroming
will make the rim as good as new with no
effort required by me, other than
sending it away.
You
could have the spokes and nipples either
cad or chrome plated but it’s easier
and probably cheaper to buy a new set.
The hub will be sandblasted all
over, the outer surface of the spoke
flanges will be polished, the braking
surface will be machined, and the hub
will be coated in POR-15 clear except
for the braking surface.
You could clean and repack the
bearings but new ones aren’t that
expensive so they’ll be replaced. This process is the same
for virtually any part of a bike. Assess
the part and determine if it can be
restored or if a better one should be
sought. On that note, you could
certainly buy a better looking wheel
than this and it’d probably cost less
than this one will to restore, but you
won’t find a wheel that’ll look as
good as this one will. Being undamaged
goes a long way to it being able to be
saved and with that in mind, aside from
repacking the bearings and removing the
rust from the braking surface, this
wheel could be put on a bike and run as
it is if you didn’t mind the look of
it – but I do mind the look of it.
Yes, I know half the spokes are missing
but I cut them out before I took the
picture. It was complete when I got it. You might want to
photograph the part so you’ll know how
it goes back together. If you do that,
catalogue your pics into folders with
names like; Rear Wheel, Front Forks,
etc. Actually, you probably should have
been doing that prior to this, starting
with a couple of pics of the complete
bike as “before” pics because you’ll
certainly want to compare them to the
“after” pics when it’s all done. Next, disassemble the item
and begin bringing each individual part
of it back from the brink. In this case,
if you wanted to reuse the spokes and
nipples, you’d unscrew them using a
small shifter or a spoke key on the
spoke side or a large, flat screwdriver
on the tube side. On a wheel of this
age, you can bet your left one that some
nipples will be frozen or rusted solid
so before you even start, spray
penetrating lubricant into all of them
and let it sit a while but as these
spokes and nipples are not to be saved,
they’ll be cut out. You can use bolt
cutters, an oxy torch, or an angle
grinder.
We left off last time with the
spokes being cut with an angle grinder
but I neglected to mention that the
wheel had an old tyre on it, which first
had to be removed. That fact deserves a
mention because it caused me some minor
grief which I’d like to save you. I’d
never use tyre levers on an aluminium
rim if I could avoid it but as these
(plural - I’m doing the front wheel at
the same time but if you’ve seen one,
you’ve seen them both) are steel, I
gave it a go. Unfortunately, the rubber
had gone as hard as a rock (but still
had plenty of tread on it – see
preceding piece on timely maintenance)
and no amount of prying would get the
bead over the rim. All that prying made
a couple of noticeable marks on the rim
so I took both wheels to the local bike
shop to have them remove the tyres by
machine, which I probably should’ve
done in the first place. That cost $10
and is the first money I’ve spent on
the restoration (of the wheels, not the
whole bike). Back home, and I’ve cut
the spokes and removed the hubs from the
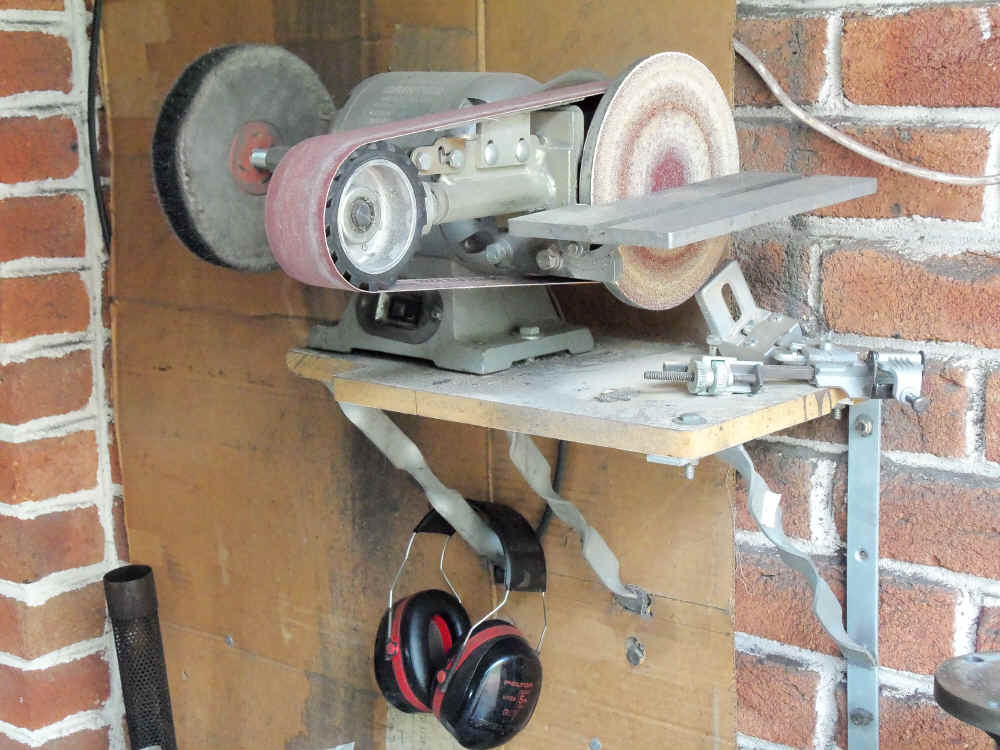
rims and we pick up the story there. First job was to use a bench
grinder with a multi-tool attachment to
remove the marks I’d made on the rim.
This is one of those tools that you can
get by without, but if you do cough up
and buy one you’ll wonder how you ever
lived without it. (I’ll add to that by
saying if you are restoring to stock you
can get by without one but if you’re
customizing - making your own parts -
you must
have one.) If you’ve done what I did
and don’t have one, be sure to draw
the plater’s attention to it so he
removes the marks. Of course, if it’s
really bad you’ll have to take the rim
to someone who can straighten it. This
is when you’d compare the cost of that
against buying a new rim which, by the
way, will not need to be re-chromed.
Above – A regular bench
grinder with a Multi Tool attachment.
This one has a polishing mop on the
other end, and a drill sharpener can
also be seen. The cardboard is a
flattened box attached to the wall to
catch the crap the polisher throws out.
The whole thing must be bolted down
securely. Earmuffs are a good idea. With the marks removed, I boxed
up the rims and sent them off for
chrome. I could’ve driven them to any
number of chrome shops in Sydney but my
preferred shop is in Queenbeyan so
$20.25 ($30.25 so far) was spent at the
post office and presumably, a similar
amount will be added to the plater’s
bill to get them back to me. I don’t
know what the chrome will cost and I don’t
really care as it simply has to be done.
Perhaps new rims from Mike’s would’ve
been cheaper than whatever this will
cost but I can’t see the chrome on
them being as good as these rims will
get. I will say that although this
story is about restoration, which is
rejuvenating whatever is there, the
wheels are going onto a heavily modified
bike (why doesn’t that surprise me?
– Ed) and I originally thought of
replacing the rims with shoulder-less
aluminium jobbies. However, the front
wheel is off an XS-1 and you can’t
just buy an aluminium wheel for those
things. I’d have to buy a dimpled rim
and have it drilled to suit the hub.
That’s 2 trips to the wheel builder
(drop off and pick up). If you’ve
never thought much about building a wire
wheel, each dimple is drilled in a
certain location so each spoke runs
straight from its hole in the rim to its
hole in the hub. Where that hole is in
the hub relative to the hub’s
dead-centre (in 2 planes - distance out
from the axle and from centre line of
the bike) determines the location of the
hole in the rim’s dimples. There’s
more to buying a replacement rim that it
just taking the correct number of
spokes. If the holes in the rim are not
correctly matched to the hub, the spokes
will be bowed when they’re tightened
up and that’s a no-no. Spokes must be
dead straight. Ah, you say, but I have to go
there and back anyway when I take the
newly chromed rims for lacing. Yes, but
if I’d gone with aluminium rims it’d
be 2 trips for drilling and 2 more for
lacing. If you’re wondering why I
wouldn’t have it all done at the same
time it’s because I’d want to coat
an aluminium rim with POR-15 clear so I
don’t have to spend the rest of my
life polishing it and that job has to be
done between drilling and lacing. Not
only that, but my other bikes have
aluminium wheels so I wanted something
different on this one. Oh, and this bike
is of a certain style and the wheels
must be period correct and while both
kinds are, steel is probably more so. In
any case, if you have more than one
option, it’s another example of
checking all the alternatives before you
commit yourself and that includes not
only cost, but running around, follow-up
work, etc. With the rims away, I can now
focus on the hubs. They need to be
cleaned and the bearings have to come
out. You could do this in either order
but I chose to remove the bearings
first. The seals need to come out so
clean around them so there’s nothing
to impede their passage, and then try
getting a large screwdriver under the
inside and levering them out but be
careful not to damage or deform them if
they’re to be reused. If they won’t
budge, leave them in place for the time
being or only if they won’t be reused,
you can use more force and it won’t
matter if you damage them but that’s
only if they’re headed for the bin.
Of course, driving the bearings
out from the inside will push the seals
out but if they’re in tight, it makes
the bearings all the harder to move so
at least try to remove the one that’s
smaller and/or has less distance to
travel. The other one can then be easily
pushed out by its bearing as we’ll see
shortly. Heating the hubs makes all this
a lot easier as the aluminium hub will
expand more than the steel bearings,
making them a looser fit and more
willing to be driven out. You can use an
oxy or propane torch and gently
heat the area around the bearing but
beware if you’ve never used heat on
aluminium because unlike steel, it doesn’t
change colour as it gets hotter and
gives no warning it’s about to melt. If you don’t own a torch or
you just don’t want to risk it, use
your kitchen oven but again beware as
that comes with its own dangers. Heating
aluminium in an oven at around 250 C is
perfectly safe but not if your wife
catches you and especially if you haven’t
used a tray covered with foil. If the
hub has grease or oil on it as these
did, she must not only be out, but not
expected back for several hours during
which time every window must me opened
to air the place out. I forgot the tray
and the windows and yes, words were
said. It’s amazing that even after all
these years I can still make that
mistake.
Above – As Nigella Lawson
would say “Here’s one I prepared
earlier”. Jokes aside, if you want to
go on living, for God’s sake don’t
get caught doing this. While the hubs are in the oven,
go to the garage and place a couple of
wooden blocks on the bench, and get your
hammer and a drift ready. About 20 or
maybe 30 minutes should be enough and
you can remove the hub (if you’re
doing both, leave the other one in until
you’re ready for it) using the wife’s
favourite oven mitts, I mean rags from
the garage. By the way, in restoring a
bike you’ll go through a ton of rags
so make sure you have plenty on hand
before you even start. Place the hub horizontally over
the blocks of wood with a gap between
them wide enough for the bottom bearing
to fall into and if you’ve only
managed to remove one seal, have that
side facing down. The wheel bearings in
most bikes (certainly Yamahas) are ball
bearings which have an inner and outer
race. The outer race butts up against a
shoulder in the hub and so can’t be
driven in any further than that. The
spacers between the forks and/or swing
arm and the wheel butt up against the
inner races. When the axle nuts are
tightened, the inners would be squeezed
closer together than the outers can be
and this would cause side-load on the
bearings and indeed lock them up.
Because ball bearings (as opposed to
tapered rollers like the front wheels of
cars have) can’t take any side-load at
all, there is a spacer between the inner
races of the bearings to stop them being
pushed closer together than the outers
can be.
The axle running through the
spacer keeps it in place radially but
with the axle removed, the spacer can be
pushed away from centre to expose a
small part of the inner race of the
bottom bearing. This is done by
inserting the drift or a large
screwdriver down into the spacer, the
closer to the bottom bearing the better.
Then, using the top bearing as a
fulcrum, try to lever the lower end of
the spacer away from centre. If it’s
in tight, you may have to get someone to
hold the hub while you do this (using
rags or gloves ‘cause it’s hot). You
could mount it in a vice if you have one
big enough, but only in a way that will
not cause any deformation or breakage
when you tighten it. If in doubt, go
with the helper. You only have to move
the spacer a small amount to expose part
of the inner race of the bottom bearing
and indeed, the spacer will now be askew
and won’t want to move very much but
once you’ve done that, position the
drift on the race and gently tap it
down. As soon as the bearing starts
moving downward, the spacer frees up and
becomes much easier to move around in
there. Once that happens, you move the
spacer over to one side and tap the
exposed part of the race once or twice,
then move the spacer across and tap the
other side of the race. Go back and
forth in this fashion so the bottom
bearing is driven out as squarely to its
bore as possible. If you tap too many
times or too hard on one side, it’ll
become askew and jam. Also, as we’ve
said, a ball bearing can’t take
side-load and by driving it out by its
inner race when the outer doesn’t want
to move, that’s what you’re giving
it as you do this so try to keep it to a
minimum by tapping gently and only once
or twice in any one location. This is
especially important if you intend
reusing the bearings should they prove
to be OK. In any case, be mindful of the
hub cooling down so don’t take all day
about this and if you’re really lucky,
you may not even have to as sometimes
the bearing falls out at the slightest
touch. When the bearing does come out,
the spacer will follow it and when that
happens, turn the hub over. With what
would now be the upper bearing and the
spacer gone, you have an easy shot at
what’s now the lower bearing. If you
have a socket just smaller than the
bore, put an extension on and tap that
down onto the outer race. This will
drive the bearing out squarely but if
you don’t have a socket that size, use
a drift on the outer race, tapping
gently once or twice on opposite sides
until it falls out. If the seal is to be
driven out by the bearing, it won’t be
difficult as you’re tapping on the
outer race which transmits all the
tapping force through to the seal. That’s
why we left this side till last. Once
both bearings are out, leave it all to
cool and while that’s happening, check
the kitchen and the path you took from
there to the garage, cleaning up any
mess you made. This is vital if you wish
to live long enough to ride the bike.
Was that a car I heard? Oh shit, she’s
home early! With the hubs cooled off, it’s
time to clean them. This can be done in
a plastic container with a few inches of
kerosene or proprietary degreaser in the
bottom, or there’s cleaning equipment
you can buy if you think you’ll get
the use out of it. Parts cleaning tanks
are a metal tank with a perforated shelf
about halfway up that you rest the part
on. Under that is the cleaning solution
which an electric pump circulates around
and out a small hose aimed at the part
so as you brush the part, a constant
supply of fluid washes over it. They
come in all sizes with prices to match
and are available from auto parts
suppliers and accessory shops.
I use a plastic container but
in any case, you’ll need a selection
of brushes including toothbrushes,
bottlebrushes, etc. As for cleaning
solution, buy as much as you think you’ll
need. I have a 20 litre drum of kerosene
with a tap on it which saves me having
to tip the drum over and is more than
enough for one bike (that’s every last
part). If you can’t spare the space
for a 20 litre drum, just buy a litre
from the supermarket whenever you need
it.
Scrub every square inch of the
hub with whichever is the most suitable
brush for each area. If the crap is
really hard to move, let the hub soak
for a while, even overnight, and try
again. Once clean, hose the solution off
and dry with compressed air if you have
that, and here again is another piece of
equipment – a compressor – that you
can get along without but if you think
you’ll get enough use out of it, is
handy to have. If you don’t have one,
you can simply let the hub dry naturally
or to speed things up and dry the water
out of every nook and cranny, put it
back in the oven on a medium heat. Using
the oven is perfectly safe this time as
the part is clean. No mess, no smell. No
sleeping on the lounge. The other parts also need to be
cleaned and inspected. I’m throwing
these bearings out as new ones aren’t
that expensive but if you want to save
some money, check to see if yours are OK
to reuse. Clean them until all traces of
grease are gone, hose out with water,
and dry them off. Be aware that unlike
plain bearings (of which the XS has
none), rolling element bearings don’t
wear out gradually. Rather, they can be
fine for years and then a piece of the
chrome in the race will come off and the
bearing will shit itself very quickly.
Check yours by looking all around the
rolling surfaces of the inner and outer
races, and by rolling it by hand while
listening for clicking noises and
feeling for “notchyness”. If they
seem OK, pack them well with HTB (high
temp bearing) grease and put them in
snap-lock bags or similar.
Above – Bearings and spacers
as they came out. Below – Don’t throw the
baby out with the bathwater.
If they didn’t pass
inspection or you’d just prefer to buy
new ones, make sure to extract the
sleeve/spacer from the LH rear bearing
before you throw them (or at least that
one) out. Just like you got the bearing
out of the hub, sit the bearing over
something with a gap in it and using a
socket just smaller than the ID of the
bearing, tap the sleeve out, clean it
and save it. There have been people who’ve
not noticed it was there (thought it was
part of the bearing), thrown the bearing
out, bought a new one either from Yamaha
or the local bearing supplier (go with
the latter) which is just the bearing
and no sleeve (it’s a Yamaha part),
installed it into the hub not knowing
they were leaving something out, put the
axle through and tightened the nut.
Without the sleeve, the ID of the LH
bearing is much bigger than the axle and
so only the RH bearing is supporting the
wheel and because it’s over to one
side, it’s being forced askew in the
wheel. If that weren’t bad enough,
without the shoulder between the LH
bearing and the long spacer between the
two bearings, the inner races will be
drawn together more than the outer races
can be as they’re hard up against the
shoulders in the hub. They’ll be
locked up by side-load and if the bike
is ridden, both will fail very quickly.
We know for a fact it’s happened. One
idiot who bought his bearings from Mike’s
XS was convinced Mike has sold him the
wrong bearing and when Mike insisted he
hadn’t, never thinking the fellow had
thrown the spacer out, the man waged
all-out war on Mike’s XS and urged
every 650 owner on the face of the Earth
to do the same. Please don’t do that. If you’re buying new
bearings, they are an industry-standard
size and can be had from any bearing
supplier. Either take them with you or
just record the numbers stamped into the
seal. The number ends with a Z, which
denotes a metal seal on one side only.
Tell the bearing supplier you want them
with a neoprene seal on both sides. They’ll
come in a sealed bag inside a box and
should stay there until you’re ready
to fit them. Even though the hubs are clean
of grease and such, they’re still
covered in corrosion and even traces of
the clear paint they had when new are
still there. All of that has to go and
the easiest way is to sandblast. A
blasting cabinet is another piece of
equipment that you can get by without
but is handy to have when you need it. I’ve
never owned one but I have access to
one. Even if you do buy one, it probably
won’t be big enough to take the frame
so you’ll be going to a commercial
sandblaster sooner or later. With that
in mind, you can take everything that
needs blasting all at once but that
means taking the bike apart to the last
nut and bolt when you may prefer to
finish one part before starting on the
next and if you’re new to all this,
that’s a good idea as a whole bike
taken apart can be a little
overwhelming. Again, the choice is yours
and depends on how you want to tackle
the entire restoration, how far away the
nearest sandblaster is and what they
charge, whether you can accommodate your
own cabinet, etc.
Above – Sandblasted hub ready
for beauty treatment. Inside of brake
drum is as clean as outside. The backing plates were painted
and to make blasting them easier and
quicker, I soaked them in stripper while
I blasted the hubs.
Above – Industrial tank of
liquid stripper (not mine). Most people
would buy gel stripper in cans and brush
it on. Below
– A longer soak is needed.
I said last time that the
braking surfaces would be machined but
it turns out that once the rust was
gone, they were quite OK so that’s one
job I don’t have to have done. On the
way home, I dropped the hubs off at the
polisher’s. Up until now, I’ve
always done my own polishing and you can
too if you like. We’ll look at
polishing aluminium and stainless steel
next time and check out all the new and
newly-beautified bits that’ll make up
this restored wheel. In the meantime, what did we
learn about restoration that could be
applied to any part of a bike? 1; If something won’t move,
don’t just apply more force or use a
bigger hammer in case you do some
damage. 2; See if there’s a better
way of doing it, even if you have to
spend some money. 3; There are certain tools and
equipment that are not essential but can
make life a lot easier if you think you’ll
get enough use out of them to justify
the expense and the space they’ll take
up. 4; Decide whether to do the
whole bike at once or break it down into
smaller projects. 5; You’ll sometimes have a
choice of parts to restore and you must
decide which one suits your needs best. 6; Send stuff that must be
farmed out (like chrome) away as soon as
you can so it’s being done while you
do your work at home. 7; Assemblies come apart a
certain way. 8; There is a certain way to
clean parts and a certain way to inspect
them. 9; Don’t throw anything out
if there’s a chance you’ll need it. 10; You don’t have to buy
your supplies and consumables all at
once. We
left off last time with the wheels
having been taken apart and the various
bits were sent away for chrome,
polishing, etc. I also said that while I
prefer not to do my own polishing any
more, I’d do a small piece just to
show how it’s done in case you want to
try it. Well, I haven’t had time for
that but I’ll get to it in the next
instalment. In fact, due to other
commitments, no further progress has
been made other than all the parts have
arrived back and I’ve bought a few new
bits as well.
With some hole drilling and machining of the fins with my new milling machine the hubs are now finished and ready to lace up.
The
hubs are polished and cost $80. The rims
are chromed and cost $420 with return
postage but a pair of Mike’s aluminium
rims would’ve cost around $265
delivered plus the cost of coating them
with POR-15 clear, so the true cost of
having these chromed is really around
$180 or a little less. By the way, the
chrome is the best I’ve ever seen in
my whole life. Mike’s stainless spokes
cost $145, and new bearings set me back
$60. So far and not counting what I
could have saved by buying Mike’s
wheels because I didn’t want them
anyway, that’s $705.25 for the pair
and they’re not laced yet. I should’ve
mentioned at the outset that wire wheels
are by far the most expensive wheels you
can have on a bike. If your bike has
cast wheels, restoring them won’t cost
you anywhere near these figures. Next
job is to put the new bearings in and
then coat the hubs with POR-15 clear so
I don’t have to spend the rest of my
life polishing them. When that’s done,
I’ll have them laced. Update 10/12/12 I just picked up my wheels from Chivo’s. They’re XS-1 wheels with the rims chromed by Queenbeyan Chrome (best chrome I’ve ever seen), outer part of the hubs polished, inner part sandblasted with the fins machined off flat and with scallops cut in an alternating pattern, new bearings, and laced with stainless spokes from Mike’s XS. I also put 12 holes into the left side of the rear hub. Some say it helps with ventilation and cooling and that may be, but I just dig the look of it.
Update 11/01/13 I cut the loop off the rear of the frame and made a replacement from 25 x 50 mm tube that went straight across (refer back to 2nd pic of this story if you want to see it). This was to mount the taillight and number plate and maybe even a small container for a rain jacket or whatever inside the tail. That was done several years ago but I recently discovered that the tyre would hit it if the shocks compressed enough. So, out with the angle grinder. I wondered if I should put one in that went up over the tyre at full bump but decided it wasn’t necessary. Looking at it, the bracing that connects the engine cradle to the seat rails and mounts the shocks would be more than strong enough to stop any flexing that might occur. Not only that, but there’s a boxed section running across the frame just forward of that area. Removing the section I’d made left holes in the ends of the seat rails so I made plugs out of 25 mm solid round bar. I know you can buy hemispherical end-caps for round tubing but I don’t know from where around here, I had the solid laying around, and I wanted to try my hand at turning up something like that.
Update 27/1/13 I’ve welded the ends into the seat rails and ground them off smooth. I thought long and hard about how best to mount the seat and finally came up with this.
The pipes were made ages ago but just recently I welded in the peak torque optimisers from 650 Central. This involves grinding down the head-facing end so it’s a tap-in fit into the pipe, filing a groove into the flare so it will go over the seam of the pipe and not jam as it’s being tapped in, drilling a few holes around the pipe where the end of the PTO will be, tapping the PTO into place, and welding it in, and grinding down the welds so with the mufflers in place, you don’t know they’re in there.
With all the fabrication on the frame finished, all that was left to do was detail it. That means dressing some of the welds (both mine and Yamaha’s) and carefully going over every inch of the frame removing any nicks and other imperfections, including welding spatter (mostly Yamaha’s) with a file. You wouldn’t believe how much welding spatter is on a frame when it leaves the factory. Anyway, that done, I reached a minor milestone the other day when I sent it off to the sandblaster. I wanted to send the swing arm with it but time at home is running out and aside from the pivot tube, the swing arm hasn’t been made yet. That doesn’t matter as I bought a blasting cabinet the other week so I can do the swing arm myself at a later date. The idea is for the frame to be blasted when I come home from work so I can paint it, with or without the swing arm. Getting the frame painted is a major milestone in the building of any bike, and where I am now is like around 3.30 pm on a Wednesday – almost over the hump. With the frame gone, I could turn my attention to said swing arm. After designing it on paper, I wondered whether to just make a swing arm or make a jig first. I made parts of the swing arm on my cruiser many years ago but this will be the first one I’ve made from start to finish and I decided that if I could make one for this bike, I should make one for my chopper as well as I don’t really like the Kawasaki swing arm it has now. So, to make the second one easier, I made a jig first. At the risk of stating the obvious, a swing arm needs to be absolutely straight so to make sure the jig was straight, I wanted to make it on a surface plate but since I don’t own one, I used the only piece of metal I have that I know is perfectly flat.
This is it with the main rails in place, perfectly parallel and level with each other for their entire length and the pivot shaft at perfect right angle to them. All I need do now is weld in the cross rails and then I can start cutting out the two main elements of the swing arm. During all this, I’d constantly refer to the drawing on the drafting table in my garage.
The two arms have had a small wedge taken out, closed up, and welded to form the bends and are now having the coping cuts where they attach to the pivot tube done.
UPDATE 1/4/13 Well, the frame hasn’t been sandblasted yet because I forgot to weld on a couple of brackets so I called the blaster and told him not to do it. I went and picked it up the other day with the only difference being that it’s even more rusty than it was before.Before I go back to work I want to take a few bits to have work done and have been getting them ready. On one trip, I’d like to take the crank, rods, and pistons for balancing, pipes for ceramic coating, all outer cases for vapour blasting, and the frame for sandblasting. The places that do those things are a fair way from me but all close to each other. The mufflers were originally chromed and I had them stripped ages ago. Trouble is that the atmosphere in a chrome shop is very conducive to rust so anything de-chromed will rust like there’s no tomorrow. That didn’t bother me as I intended soaking them in molasses and indeed, they’ve been in a tank of the stuff for the last two weeks. Unfortunately, I forgot to take a pic to show how rusty they were but take my word for it, they were rusty. I had Ross Pistons make 4 slugs for me, 2 for this bike and 2 for my chopper. I sent a sectioned head to them from which to design the piston’s crown.
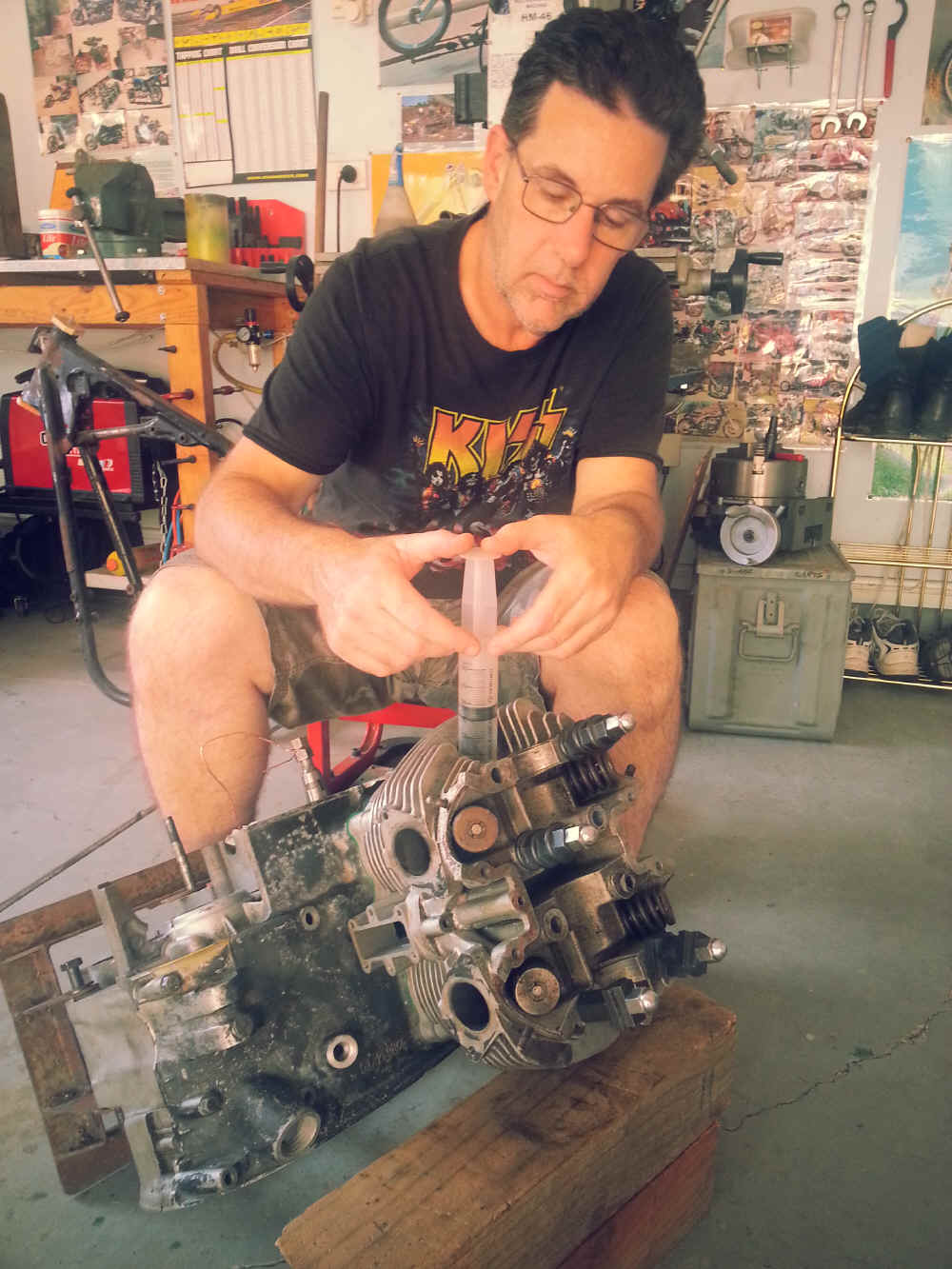
However, I wasn’t sure what compression ratio I wanted at the time so I told them to make the crown a good deal too high. I’ve had these for 2 years now and just the other day I pulled them out to check the compression ratio as is, and adjust if needed. I had a crankpin made of plastic that was a push-with-your-thumb fit into the flywheels so I could assemble a cylinder and inject water into it from a syringe. You smear grease around the valves, on the gaskets, and around the top of the piston to make the cylinder watertight. You then tilt the motor so the spark plug hole points straight up, and squirt water into the hole until it reaches the bottom of the threads, recording how much it took. You take the head off (4 nuts and only just tight), empty the water out, wind the crank around 180°, and repeat.
Update 03/05/2013 I intend throwing the gravel strainers that were Yamaha's first attempt at oil filters in the bin and running either a Mike's XS or a 650 Central filter. I have 1 of each and either would be fine but I also want to run a cooler and although piping the oil out of the motor is easy, I can't seem to figure out a way of piping it back in with either of those filters in place. As I see it, I can go 1 of 3 ways; I can use either filter but no cooler, I can use a remote filter and run a cooler in conjunction with that as I did on my other bike but that takes up space that I want to leave empty so I'm hoping for the next option which is to figure out a way to run the filter I want with a cooler. Just in case I have the required brainwave, I made some lugs that will mount the cooler and welded them onto the frame. So they are in line with each other and can have something flat (like a small radiator) bolted across them and sit squarely, I bolted them to a steel strap prior to welding them on. If I don't have the required brainwave and can't use them, I'll screw stainless button-heads into them and hopefully, they won't be too much of an eyesore.
23/5/2013 I went around yesterday and picked everything up. The pipes are now black ceramic inside and out but came wrapped in plastic and I don't want to unwrap them so you'll have to wait until they go on the bike to see them. Terry Edwards Engine Balancing had to drill a couple of holes in the flywheels and take some metal off the piston skirts but he said it didn't need a lot of work. I took the crank from Terry's straight to Greg Ball's to have him put it together. Last stop was at the sandblaster's to pick up the frame. Back in my garage, it's time to clean up some of the rough areas with plastic filler.
Next step is to get it into primer. Tomorrow I'll go to my brother's panel-beating shop to get the paint and Rams Head Service is nearby so I'll take the head there while I'm about it. The head is one of three I had "Lillied" a couple of years ago and Rams will be fitting the Kibblewhite bronze guides and 1mm OS stainless steel valves. I took the frame to my Brother's last Friday and primed it. It'd been sandblasted some two weeks before and I was worried that it'd be quite rusty but straight after blasting, it was coated with a mixture of phosphoric acid and something or other and showed no signs of rust at all. Even so, I spent a good hour or more cleaning the metal before I sprayed it. I left it to dry over the weekend and went back on Monday to paint it. Of all the things in the world you can paint, a bike frame is one of the worst. If the surface area of all that tubing were added up, it'd total less than the bonnet of a car but it's so intricate. It took four hours of rubbing with 240 and a further two hours with 400 to get it ready for colour. Speaking of which, way back at the beginning I said I wasn't sure what it would be but that was a few years ago and I'd long since settled on black and in fact, I bought some black paint recently. Black ties in well with the overall colour scheme as it's one of the three colours that the bodywork will be done in. Then just the other day I decided that black was too boring. One of the other two would have to do.
As for the swing arm area, it'll never be Jennifer Hawkins but it's sure as hell not Roseanne Barr anymore either.
I'm off to work again tomorrow so it'll sit here curing for two weeks. When I get home, I'll start putting it back together. Yippee! 27/6/13 Update Now that the frame
is painted, the bodywork will have to be
done soon. I’ve seen seats attached to
the base but I want the seat to be
removable so I made a new pan from
fibreglass, using the seat/tail as a
mould. First step was to
cover the seat/tail with gaffer tape
because I’m too lazy to polish it for
easy release as is the normal practice,
and brush on some gel-coat.
The
next day, I pulled it off, cleaned the
tape residue off, and marked the outline
for trimming.
After
cutting away most of the excess with a
hacksaw, the edges were cleaned up with
the belt sander.
Ta-dah.
Last thing to do is
insert bolts into some of these holes
and glue the heads in place so they won’t
turn as I tighten the nuts up as they’ll
be inaccessible once the foam goes on.
Speaking of which, the whole thing is
now at the trimmer’s. I also picked up
the crank but it’s wrapped in plastic
and I’ll leave it that way for the
time being but it’s worth a mention
that I’m using the rods from a Honda
CR-500 (that’s a 2-stroke
moto-crosser). At 144mm long C-C, they’re
14mm longer than XS rods. The big-end is
identical to an XS and you could use the
XS crankpin but the Honda rod comes with
its own which has a hole through it,
making it a bit lighter so I used that.
However, it’s a few mm too long and so
has to be shortened. Also, because the
rod is for a 2-stroke, it comes with a
needle bearing in the little-end. That
goes in the bin but the hole is way too
big and needs a bronze bush. The Honda
thrust washers are too thick so the XS
items have to be used.
The rod kit is not
genuine Honda, but a Hot Rods item. I
have no idea what a Honda rod looks like
but these are really nice. They are an
I-beam as per stock, not a H-beam like a
Carrillo, but at least they come with no
surface imperfections and are
shot-peened. They have 2 oiling holes in
the little-end and the big-end bearing
has 15 rollers compared to the Yam’s
12. The crankpin is not splined as is
the Yam’s pin so as it goes into the
flywheel, it doesn’t try to pick up a
spline in the hole. One last thing, if
you’re thinking of using these, you’ll
need pistons with the pin-hole raised
14mm. I had mine made by Ross a couple
of years ago. Update 27/7/13 I picked up the seat from the trimmer the other day and what a great job he did. Bad Arse Trim Co of Werrington and I'd thoroughly recommend him. Call Dave on 0402689955. Sure, this is a very simple job but it's well done and exactly what I asked for. Many times I've found that when you ask someone to make something, you get something that's not quite what you had in mind. Not this time.
Anyway, you may have noticed that this seat is not the same Ducati SS-750 item the bike had at the beginning of the story. You may have also noticed that the small part of the tank you can see is not from a Manx Norton but is from an XS Special. So, am I still building a café? Yes, and no. Quite a while ago, I thought it might be fun to have 2 sets of bodywork for the same bike. Yes, I still have the Norton tank and Ducati seat and fully intend using them, but not for a while. Because I rode the bike in café guise for a number of years, I thought I'd run it in tracker guise first this time around. I have to say that I never really wanted a tracker as they just didn't interest me and I probably hit upon the idea of the dual identity after a session of many JDs but the few times I've had it all mocked up in tracker form, I really liked it and can't wait to see it finished. When it is, I'll get the café gear ready at my leisure and change it over every once in a while. You heard it first, right here. The forks are off my '77 with the skulls painted on it and of course, take twin discs but I think a café (I still call it that) needs a drum brake in front. I cut the lugs for the callipers off and filed them down to the contours of the leg, and then took them and a bunch of other stuff to the polisher as I just hate polishing. You can see the upper lug is completely gone and the lower has just been cut off with a hacksaw and is ready for filing down.
My other major accomplishment was to get the swing arm finished. It's sat around as you last saw it, in 3 pieces, for several months but now it has to go on the bike so I can fit certain things up to and around it. Having a jig was great as I could (and did) get it half done, put it aside for several months, and resume work with no setting up. Not only that, but have to make one for my chopper and having now done it once, I could do another in half the time.
I'm off to work tomorrow and when I get back I could paint everything that still needs painting, or I could assemble the motor up to the head gasket, unless Rams has the head done in which case I could fully assemble it, or I could make more bits and pieces. We'll see. Update 21/8/13 The forks have sat idle since I put the wide front end on my other bike several years ago so I thought I'd rebuild them. They already had Progressive Suspension springs and while I was about it, I decided to fit cartridge emulators from Mike's. Here they are in bits on the bench.
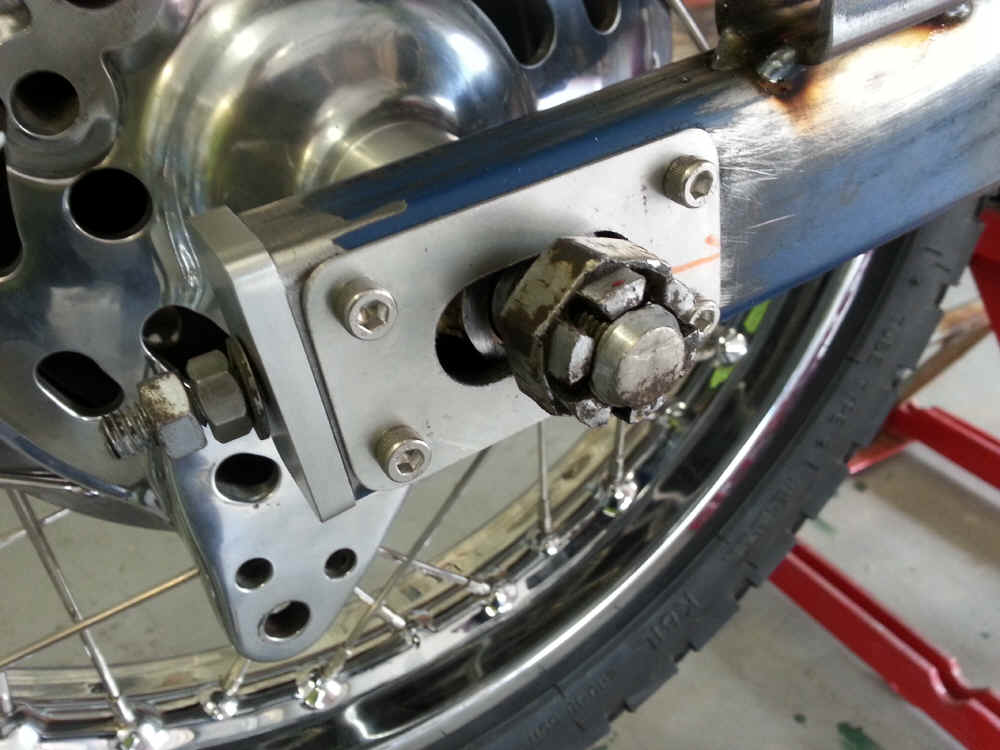
Well, the shocks I
ordered from Ikon came the other day so
at last I can set up the rear end.
Before that though, I had to make the
missing bits - paint savers, belt
tensioners, and axle spacers - to
properly fit the wheel into the swing
arm.
I picked up the head from Ram’s Heads in Windsor and the last transmission bearing I need is on its way. With those bits, I hope to assemble the motor or at least the bottom end next time I’m at home. Update 17/10/2013 The transmission bearings (1 for this
bike and 1 for my chopper) arrived so I
dug out all the gear-sets I’ve had in
storage for several years and picked out
the 2 best looking (1 for this bike, you
know the rest).
If you look at the rear brake pedal
shaft on your bike, you’ll see the arm
welded to it was stamped out of a larger
steel plate and the edges are very
rough. I hate that so I ground it smooth
all around. While I was at it, I drilled
a couple of holes in it just for fun.
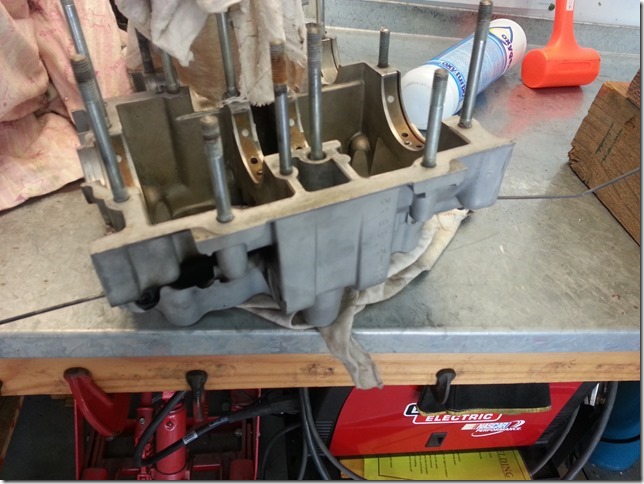
Well, it’s about time I put a motor together. Here is the crank sitting in the lower case and you can see the pins are welded in. I was in two minds about asking for this. Yes, it increases rigidity (I dislike built-up cranks) but it’s also permanent. Greg Ball said he only welds a crank if the fit is too loose and there’s a real chance it could separate and when I said I wanted it done regardless, he gave the distinct impression he was unhappy about that, but did it nonetheless. I hope it never bites me on the arse.
This crank was from an XS-1 or 1B as it had no gear for an electric starter so I sourced another No. 4 flywheel from a later model. Back when I started playing with these bikes, the starter mechanism didn’t work very well and there was no fix so many people, myself included, removed the starter motor. When I built the motor in my other bike (the one with the skulls all over it) I also removed all the gears and shafting. Well, nowadays we know what the problem was, there is a fix, and I’m thoroughly sick of kick-starting that bike. I bought 3 starter motors (having sold all of mine many years ago), 3 replacement gear sets, and 3 relays. I recently tore the motor in the other bike down to install the gears and cross-shaft. The lesson here is that if you want to remove the starter because it doesn’t work, to save weight, only sissies need a button, or whatever, leave the shaft and the gears either end of it in place in case you ever change your mind. As long as they’re there, the rest can be put in without splitting the cases or even taking the motor out of the frame. Well, it’s finally time to start putting the motor together and the first thing to do is clean everything. I wanted to make sure the oil gallery that runs across the front of the motor, and from which the mains, big ends, and the top end are fed, was completely clean. Being so long, with smaller feeds going off to the side every so often, and plugged at the far end, it’s possible that over the years, crap that’s come through a torn oil filter would be carried along in the flow of oil and keep going past the last side feed and settle in the section that’s full of oil that doesn’t go anywhere. If enough crap settles there, it could bank up past the last side feed, blocking it. That means something will be starved of oil and that’s bad. I wrapped a small cloth around the end of a length of wire that’s end was bent into a hook. The idea was to wet the cloth with solvent, and push it right to the other end, turning it as it went. The hook on the end of the wire was to catch the cloth so as to pull it back out. Bugger me if the hook didn’t catch on one of the side feeds and no amount of jiggling would free it.
I’m not a fisherman but I do know there’s only one way to remove a fish hook that’s in your finger and that’s to push it through. It looks like I’ll have to do that here. I drilled and tapped a 6 mm hole in the plug at the other end, put a bolt in, put the head of the bolt in the vice with the crankcase resting on wooden blocks, and tapped the case away from the vice with a soft hammer, thus pulling the plug out.
With that done, I could push the wire through.
OK, the gallery is clean but to make this job easier in future, I bought a gun cleaning kit. Anyway, the hole needs to be plugged so I got a piece of metal the correct size (actually, it was a section of shank I cut off a drill bit), heated the case in the oven (you know the rules for doing this), and tapped the new plug in.
It was then a simple matter of cutting off the excess and grinding it flush.
Job done but what a pain in the arse. Still, with the correct tools now I won’t have to do this again. Next step was to get the cases ready to paint. You wouldn’t believe how rough the cases were made, and years of use and abuse by unknown POs just made them worse. I spent many hours filing off dags, sanding out gouges, and even milling some areas to get them ready for paint. Before that however, it’s off to the sandblaster. Here is the lower case masked up and about to be sprayed with black satin engine enamel. Like the colour of the frame, I changed my mind about the motor at the last minute. I was going to leave it bare.
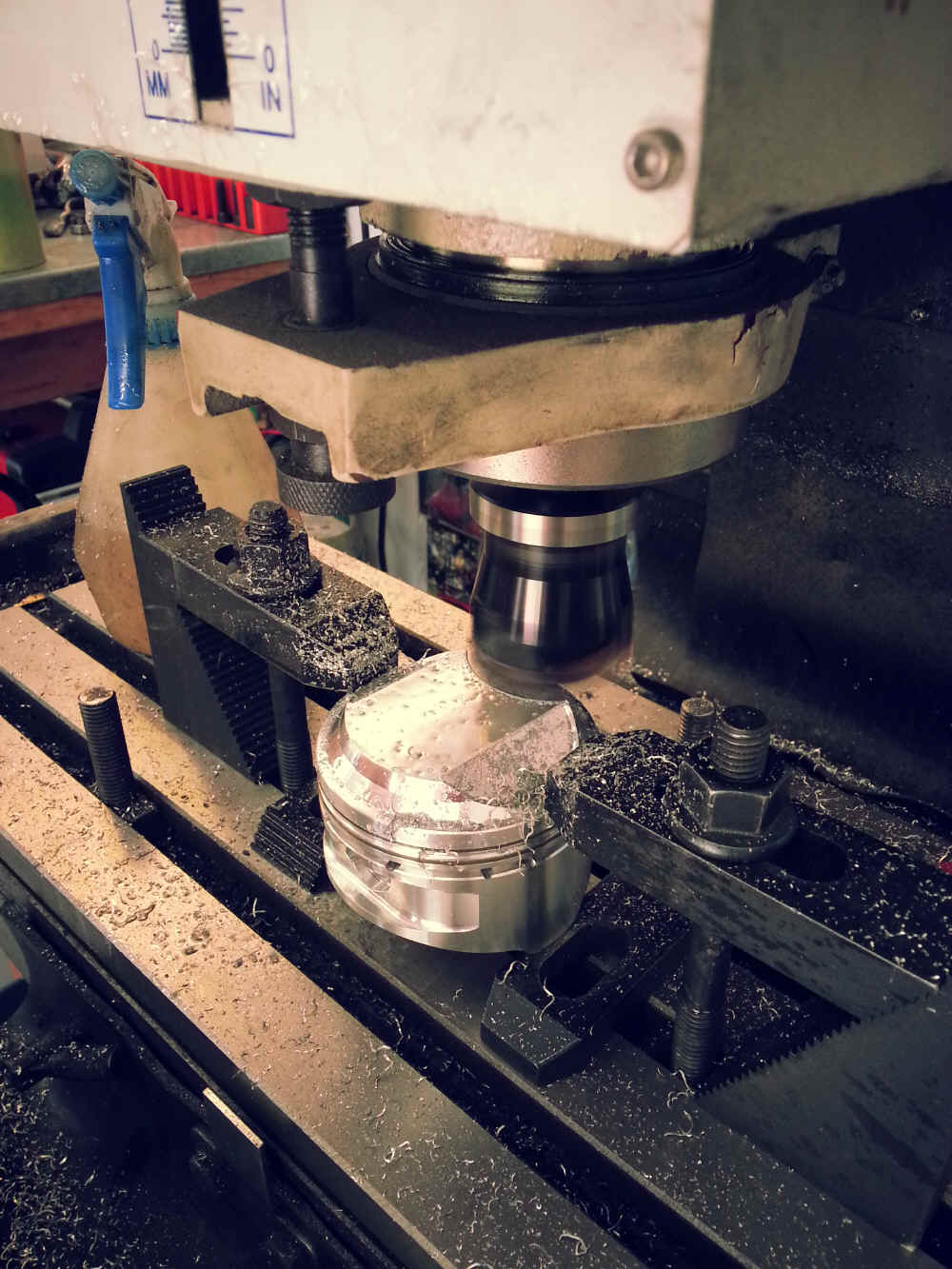
I forgot to take a pic after I painted it but we’ll see it again soon. I’m running Ivan’s high-ratio primary-gears in this bike. He said the inside of the clutch cover needs some metal removed to clear the larger gear on the crank.
It probably doesn’t need that much taken out but what the hell. Here is the head all cleaned and ready to have its Kibblewhite valve gear installed. I know a few people who run these heads and they all say they are the duck’s guts. I had 3 done in the US around 4 years ago, this one had the valve guides put in and the seats cut by Rams at least a year ago, and I’m only now getting it ready to go onto a motor. If you need something like a steam locomotive, a ship, a WW2 aircraft, or anything like that restored, don’t call me. It takes me long enough to do a bike. Incidentally, the other 2 heads are off to Rams tomorrow.

You know how I like short front
mudguards, well the Suzuki item looks
nice but since it has a very round cross
section and goes well with the cafe tank
and tail, I thought it might look a bit
odd with the tracker tail which has a
square cross section. So, I bought this
‘guard off a pre ‘77 model but just
like the Suzuki item, it’s way too
long. First job was to separate the
sheet metal from the bracket. Then, some
rough cuts were made.

I marked out my final cut lines with
tape and dug out the old angle grinder.


Much better.

Problem is that it sits way too high so the bracket will have to have a section taken out of it. I’ll remove the part that’s bent around the steel brake lines as I won’t be using them (for obvious reasons). Not only will that give me the height I want, but no one will ask “was something meant to go through there”? Well, it’s time to get at least one set of body panels into paint and since the tracker set is stripped and the cafe set is not, the tracker gets the nod. Not only that, but I had decals made for the tracker tank a good six months ago and I’m sick of looking at them sitting on a shelf. Before I can take it all to my brother’s shop though, I had to check the fit off the front mudguard and that means “adjusting” the bracket. I marked out lines following the curved section as mentioned earlier and cut along them with an angle grinder. The belt sander cleaned up the edges and after a test fit just to make sure I’d taken out the correct amount, I tacked all the pieces together as seen here.

That’s better. Now to weld
the seams and grind it down
smooth.

With that done, it’s off to
Richmond tomorrow and since
Windsor is just down the road,
I’ll see how Rams is going
with my other two heads.

Whilst I’m at it, I bought
another ‘guard from Moto
Tumbi and you guessed
it.......tape and lines. How
many front mudguards do I
need? Ah, this one’s not for
the front, it’s to be a
hugger for the rear as I want
the area under the seat as
clear as it can be. There’s
no place for the usual plastic
‘guard that’s behind the
battery box.

The joys of customizing. The
swing arm is much bigger than
the stock item and the brake’s
actuating rod fouls on it. The
easy option was to lay the
lever on the back of the brake
pedal back to an angle that’d
make the rod clear but then it
would give much less leverage.
For maximum effort from your
foot to reach the brake, it
needs to be at 90° to the rod
and so does the lever on the
drum.

I thought I’d modify the
lever by adding a new section
but it also required trimming
in an area I’d put holes so
that wouldn’t work. If only
I hadn’t drilled it.

In the end, I decided to make
a whole new lever. Here, I’m
separating the lever from the
shaft by machining the weld
away.

With that done, I’ll make
the new lever.
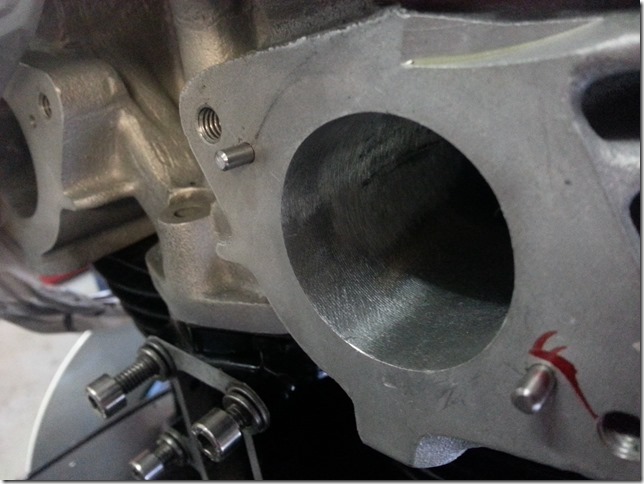
Update 7/3/15 It’s about time I got things placed in the middle of the frame and the most important things in that area are the carbs. Oh, but don’t they just bolt up to the head on the rubbers? Are you nuts? Nothing on this bike “just bolts up”. Firstly, I’m using Delorto carbs and secondly, the Lillie guide that came with the head says the ideal length for the intact tract is 7” from the centre of the carb to the rear face of the head. That seems like a long intake and as it’s meant for a race bike that’s presumably running at full noise all the time, I might shorten that to let’s say, 5 or 6”. In any case, the intake runners have to be made. Here is a flat piece of steel that’s becoming the mounting flange. Yes, I know steel is heavy and I should be using aluminium but I had the plate and the pipe (which is the exact right size for the carbs and ports) laying around, I can’t weld aluminium, and I put the electric starter on this motor so clearly, an extra kg here or there isn’t going to hurt.
Obviously, the big hole is for the intake port and the two smaller holes at the outside are for the mounting bolts but you may have noticed two even smaller holes. I mentioned that the runners will be made of pipe that’s ID is a perfect match for the carbs and the ports. That’s true, but when you’re bolting any intake runners onto the head, you’d stick your finger down inside them and feel that they’re lined up perfectly with the ports so as not to create a step that would upset the air-flow. That is, unless they’re longer than your finger. Simple, just look down into them. You could, unless they have a bend in them. Why put a bend in them when straight runners are better? Because the carbs will be right next to the frame’s backbone and clearance will be very tight so a slight bend in the runners will spread the carbs apart and make simple tasks like hooking up fuel lines and using the chokes much easier. That’s been a problem on my other bike for as long as I’ve had it and I’m finally putting bent runners on it too. The pipes were mandrel bent and remain perfectly round right through the bends. Anyway, how to mount them and know they’re correctly located?
With dowels, of course. Needless to say, the plates were bolted to the head and the dowel holes drilled through the plates and into the head in one operation. With the big hole cut with a hole saw, it’s then just a matter of boring it out with a fly cutter until it’s the right size, which is the OD of the pipe. The pipe will fit into the flange and butt up to the head. Trouble is, I had to take an approximation of the location of the port so with each cut on the mill, I fitted the plates to the head and checked to see if the hole I was boring was concentric to the port. I’d make a mark on the circumference in the direction the hole needed to go, adjust the table on the mill, bore again, and by the time it was nearing the finished size, it was spot on.
I pressed this short section of pipe into place and ran my finger around the joint and couldn’t feel a step anywhere. As I was doing that, I must’ve had a “pleased” look on my face and I may have even said something like “ooh, that feels good” when my daughter walked into the garage on her way from the driveway into the house. She saw what I was doing and the look on my face and said “Dad, are you having sex with your bike? That’s disgusting”. She went inside and I heard her yell “Mum, Dad’s having sex with his bike”. Non petrol heads, they just don’t understand. Next thing to do is cut the plates to shape and weld in the long runners. Update 30/8/15 The runners are now finished, painted, and are actually for my other bike but I just wanted to show you a finished product before I moved on to the next job and these were finished first. As for the length, the Craig Weeks performance manual says the ideal length is 7½” from the rear face of the head to the carb’s venturi. That seems awfully long but then again, that’d be for an race engine that’s running in the upper rev range all the time. This is a street bike so I made these around 5½”. Not only that, but this bike has the stock seat mounts which limit how far back the carbs can go, as well as air filters and a battery which live behind the carbs.
As for the bends, these are only 5° which that might not sound like much, but it’s just enough to give clearance around the backbone so I can get my hands in there to connect fuel lines and operate the chokes. The ones on the tracker are slightly longer and have a 10° bend in them as it doesn’t have the stock seat mounts and the area behind the carbs is completely clear.
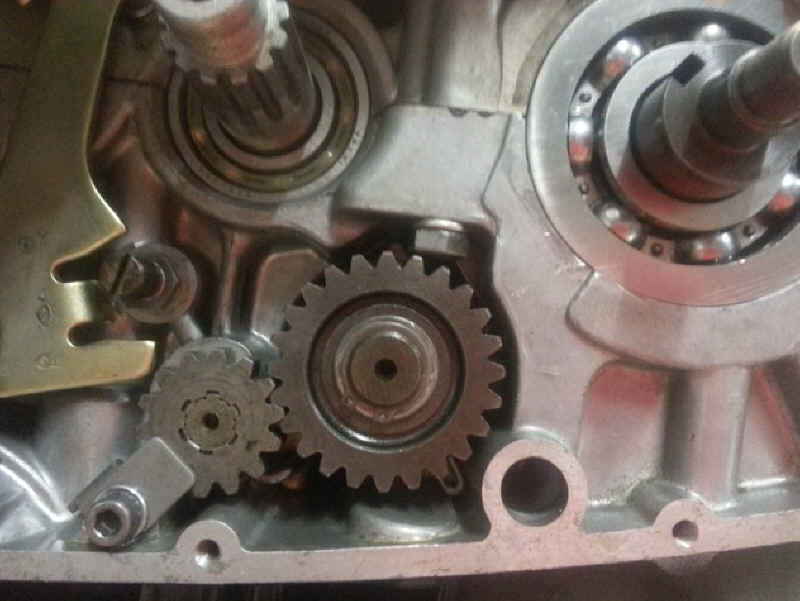
As we’re looking at this bike just for a minute, I’ll relate a little story that has to do with the cafe/tracker. As I mentioned a while back ,I’m putting the electric starters on all my bikes and since I took the gears and shafts out of this one when I rebuilt the motor years ago, it needed to have the cases split to reinstall all that stuff. As I was putting the cases back together, I made sure to tighten the crankcase nut that’s behind the clutch. As I was doing that, it occurred to me that I couldn’t recall doing that on the cafe. I probably did it on auto pilot. No, I have to pull the clutch off it and have a look. Lucky I did because here’s what I found.
There was no nut because for some reason unknown to me, the stud was so short I didn’t even notice it and therefore didn’t put a nut on it. My first thoughts were that there are close to 20 other bolts holding the cases together and surely that’s enough. No, this one is one of two that are on the main drive bearing and it’s here that the cases are under most load, which tries to spread them apart as the power is wound on. Shit. That means motor out, split cases, remove stud, install a longer one, assemble cases, and fit motor back into frame. All this for peace of mind.
Now, where was I before this little interruption? UPDATE 24/4/16 We’ve sold our house in Penrith and have bought a block of land at Medowie and all my stuff is in storage while we live with our #2 daughter until the new house is built so all my projects will stagnate for 9 months or so. Something I can do during this time is paint the body work so I kept it with me. As I said earlier, I had the decals made quite a while ago and I’d like to get them on before they get damaged or lost. The word YAMAHA consists of one decal placed over the top of another and there’s a bit of an art to getting them positioned correctly so the printer said he’d do that for me and I’d like him to do it before he forgets who I am. This is a tank I bought from Kevin Boss. I bought another years ago from a member in Tasmania who advertised it as having no bog or filler of any kind. When I went to strip the paint off, well you can guess the rest. Not only did it have half a ton of the stuff, but the paint job that was on it was very bad so I assumed the bogging was done the same way. It was also lined internally with Kreem or similar and, given the quality of the work on the exterior, there was no guarantee the steel was properly cleaned so a call to the Boss for a replacement was made. I did repair the other tank and it’ll go into storage to be used as a plug for a ‘glass replica if ever I need one. I also have a 17 litre tank that’s full of bog but perfectly shaped that’ll use for the same purpose. In fact, I’m not fond of steel tanks at all and now that I have those plugs, this will be the last steel tank I use.
This tank had a few decent dents but nothing I couldn’t repair and they pulled out quite well with a spot welder and slide hammer. There were also the dents which house the brackets that the YAMAHA badges attach to, which had to be removed. After all that, the tank was sandblasted and the dents were filled.
Priming of the tank, seat/tail, and front mudguard came next and they sat like that for a couple of weeks. I went over to my brother’s shop yesterday, rubbed the primer, and on went the base colour of straight white tinter. This is my brother Daryl, about to apply the last coat.
You may have noticed he’s not nearly as good looking as I am. He was a little busy and would have preferred I did it myself but my mask is in storage at Medowie. This paint is deadly and when it first appeared on the market while I was an apprentice, no one knew how deadly. One of my tech teachers was among the many who found out. When the autopsy was done, they found the chemical in every inch of his body, carried there by his blood. I have no wish to join him. Notice the air-supplied hood to the left of frame? The bodywork sat for a few weeks until I could get back to it to mask up the stripes. I’m going with one of Yamaha’s two racing colour schemes. I’m told each one went to different markets but Australia’s had both over the years. One is yellow with black broad stripes and white pin stripes as seen on the early MX and SC models and many 650 trackers have been painted in these colours.
My preferred scheme however, is white with red broad stripes and black pin stripes which came on TZs and some YZs.
The only real departure I made is the decals which are red and black to match the stipes, rather than in white as part of the stripes. The process was; rub the white flat, mask up for the red, spray the red, unmask and rub the red down flat, put on the black stripes with tape, apply the red decals, apply the black decals, final check and spray the clear, let dry for a week, rub the clear down flat and apply more clear.
Painting a bike is extremely labour intensive and most people almost have a stroke when they get a quote for having their bike done. I’ve always said never skimp on paint because it’s what you see when you look at the bike and that’s still true but I’d hate to have paid retail price for this job and the frame. Thank God that’s done. Another one of those milestones in rebuilding a bike. Now I can’t wait to see it all on the bike but that’s in my shed at Medowie so it may be a few weeks until the bike and its bodywork are reunited.
Well, I took the bodywork to my shed the other day and put them on the bike just to see how it’d look and I must say I like it very much. I was going to paint the frame black but decided on red at the last minute and I’m glad I did. By the way, the white is straight white tinter and the red is True Red off a Mazda car. The swing arm is still unpainted as there is more work to do on it. The motor is assembled only up to the base gasket and so has a garbage bag over it. It’s painted satin black (the motor, not the garbage bag). After the pics were taken, I put the cover back over the bike and she won’t see daylight again until the house is built which should be around eight months. Even then, I’ll have to do a bit of work around the place to keep the wife happy before I can set up my workshop and only then can I resume work on the bike. God, I hope it doesn’t deteriorate too much in that time. You can see the rear tyre is going flat so I’ll have to pump the tyres on both bikes up next time I’m there. Don’t bother checking for another update for let’s say a year.
Keep watching more to come..........
|